在现代精密制造领域,尤其是航空航天、汽车工业与高端电子产品制造中,铝合金的高效、高质量铣削是核心工艺之一。七彩加硬铝作为一种经过特殊表面处理、硬度与耐磨性显著提升的铝合金材料,对加工刀具提出了更为严苛的要求。而APMT1135/1604RDER型号的数控铣刀片,凭借其精密的几何设计与先进的材质涂层,已成为应对此类挑战的通用优选解决方案。
一、 刀片核心参数解析:APMT1135/1604RDER
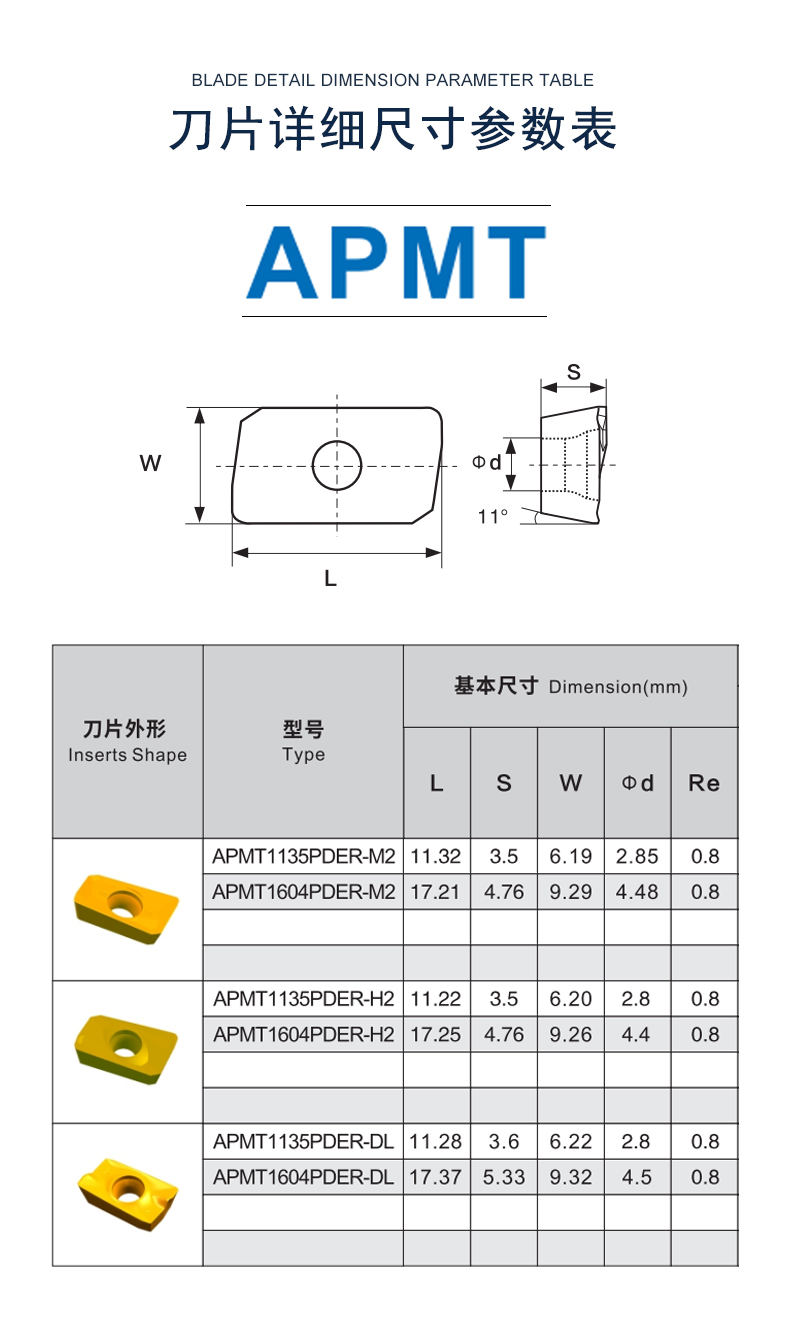
这款刀片的型号编码蕴含着其关键特性:
- APMT:代表了刀片的形状与夹持方式。APM通常指带孔、有修光刃的正方形刀片,T代表公差等级,适用于高精度铣削。
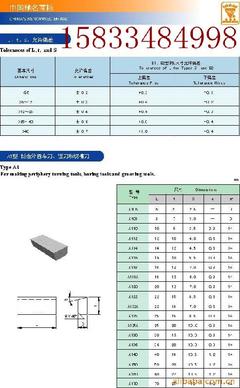
- 1135:指示了刀片的尺寸规格,包括内切圆直径、厚度等关键尺寸。
- 1604:通常指刀片的刀尖圆弧半径(R角)为1.6mm。而用户提示中的“R0.8角”可能指实际应用中常用的较小修光刃或特定的刃口处理,在实际选型时需根据工艺要求确认。1.6mm的R角提供了良好的强度与平滑的表面过渡能力。
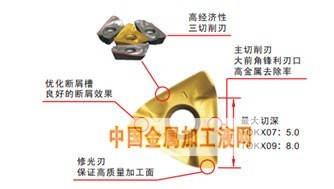
- RDER:这是刀片的槽型代码。"RD"系列槽型通常设计用于铝合金等有色金属的高效铣削,具有锋利的前角、大排屑空间和特殊的刃口处理,以实现低切削力、高表面质量和优异的排屑性能。“ER”可能进一步细化了槽型特点,如增强的刃口强度或断屑能力。
二、 征服七彩加硬铝:刀片的针对性优势
七彩加硬铝在保持铝合金轻质优点的表面硬度高,且可能因处理工艺存在不均匀性,易导致刀具磨损加剧、产生积屑瘤,影响加工表面。APMT1135/1604RDER刀片为此提供了多重保障:
- 锋利的刃口与优化槽型:专为有色金属设计的锋利刃口能大幅降低切削力,减少加工过程中的材料撕裂与毛刺,尤其适合处理加硬层。大容屑槽确保了顺畅的排屑,避免刮伤已加工表面,这对实现七彩铝的高光洁度表面至关重要。
- 先进的涂层技术:虽然刀片基体本身具有高韧性,但针对铝加工,通常会采用如PVD涂层的特殊润滑涂层(如TiB2, TiAlN的改良型)。这种涂层硬度高、摩擦系数极低,能有效防止铝屑的粘附(积屑瘤),显著提升刀具寿命和加工稳定性。
- 稳固的几何结构与R角设计:1.6mm的刀尖圆弧半径在保证刃口强度的能参与形成较好的表面质量。在精加工或半精加工中,配合合适的切削参数,可以实现接近镜面的效果,充分展现七彩铝的独特色泽与质感。
三、 通用铣削刀片的“专业化”应用
作为一款“通用”型铣刀片,APMT1135/1604RDER的价值在于其广泛的工艺适应性。它不仅能出色应对七彩加硬铝,也适用于加工其他普通铝合金、铜合金等软质有色金属。其通用性体现在:
- 工序覆盖广:从粗加工到半精加工,乃至部分精加工,通过调整切削参数(如切深ap、进给fz、转速n),均可胜任。
- 机床兼容性好:适用于各类数控立式或卧式加工中心,只要刀杆系统匹配即可。
- 成本效益高:一片刀片的多功能性减少了刀具库存种类,降低了综合管理成本。
四、 使用建议与参数优化
要充分发挥这款刀片的潜力,在加工七彩加硬铝时需注意:
- 切削参数:采用高转速、中等进给、适中切深。例如,主轴转速可根据机床刚性尽量提高,每齿进给量建议在0.08-0.15mm/z范围内起始尝试,轴向切深(Ap)可设定为刀片R角的1/2至等值。
- 冷却与润滑:强烈推荐使用富油雾冷却或高质量的铝合金专用切削液,并确保充分浇注到切削区域,以进一步防止粘刀和改善排屑。
- 刀杆与安装:选择高精度、动平衡良好的刀杆,确保刀片安装牢固,跳动量最小化,这是获得高质量表面的基础。
###
总而言之,APMT1135/1604RDER数控铣刀片凭借其为有色金属优化的锋利槽型、防粘涂层和稳健的几何设计,在加工七彩加硬铝这类兼具美观与性能的材料时,展现出了卓越的通用性、高效性与可靠性。它不仅是提升表面质量与加工效率的工具,更是实现高品质铝合金零件制造的可靠伙伴。正确选择并使用它,将使七彩加硬铝的铣削加工变得更为顺畅与精准。