螺纹加工是CNC加工中的关键工序,而螺纹铣削以其高柔性、高质量和低刀具成本的优势,在现代制造业中应用日益广泛。本文将系统阐述螺纹铣刀的转速与进给设定原则,并结合经典加工案例,深入剖析螺纹铣削的工艺精髓。
一、 螺纹铣削的核心优势与刀具选择
与传统攻丝相比,螺纹铣削具有显著优势:
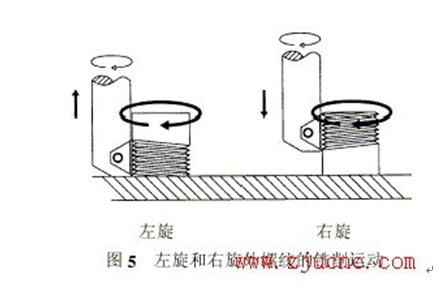
- 柔性高:同一把螺纹铣刀可加工不同直径、不同旋向、不同公差带的螺纹,仅需修改程序即可。
- 质量好:铣削为断续切削,排屑顺畅,不易产生积屑瘤,螺纹表面质量高。
- 安全性强:刀具直径小于底孔直径,即便折断也易于取出,不会损坏工件。
- 效率与经济性:对于大直径、深螺纹、难加工材料螺纹,效率远高于攻丝;刀片式螺纹铣刀仅需更换磨损的刀片,经济性极佳。
刀具选择是第一步。整体硬质合金螺纹铣刀适用于小直径(通常M20以下)或单件小批量;而铣削刀片式螺纹铣刀则凭借其卓越的经济性和灵活性,成为中大直径螺纹批量加工的主流选择。刀片材质需根据工件材料(如钢、不锈钢、铸铁、高温合金)选取,涂层(如TiAlN)能大幅提升刀具寿命。
二、 螺纹铣刀转速与进给的设定原理与公式
设定参数的核心目标是保证有效的切削线速度(Vc)和每齿进给量(fz)。
1. 主轴转速(n)的计算
转速由切削线速度和刀具有效切削直径决定。对于螺纹铣削,有效直径并非刀具标称直径,而是加工螺纹的中径(Dm)。
公式:n = (1000 × Vc) / (π × Dm)
其中:
- n:主轴转速,单位:转/分钟(rpm)
- Vc:推荐切削线速度,单位:米/分钟(m/min)。该值取决于工件材料和刀片材质/涂层,需查阅刀具厂商技术手册。例如:
- 加工45#钢,使用硬质合金涂层刀片:Vc ≈ 80 - 150 m/min
- 加工304不锈钢,使用专用不锈钢刀片:Vc ≈ 60 - 100 m/min
- 加工铸铁,使用无涂层硬质合金刀片:Vc ≈ 50 - 80 m/min
- Dm:螺纹中径,单位:毫米(mm)。例如,M30×1.5螺纹的中径约为29.026 mm。
关键点:使用中径计算转速,而非刀具直径,这是螺纹铣削参数计算的特殊之处。
2. 进给速度(F)的计算
进给速度由每齿进给量、刀片齿数和主轴转速共同决定。
公式:F = fz × Z × n
其中:
- F:机床编程进给速度,单位:毫米/分钟(mm/min)
- fz:每齿进给量,单位:毫米/齿(mm/tooth)。该值同样取决于工件材料与刀具,典型范围在0.01 - 0.15 mm/tooth。粗加工可选较大值,精加工为保证光洁度需减小。
- Z:切削刃数量。单刃螺纹铣刀片Z=1,多刃刀片则对应其刃数。
- n:即上文计算出的主轴转速。
三、 CNC螺纹铣削经典案例实战分析
案例:在45#钢法兰上铣削M36×2.0深20mm的通孔螺纹。
1. 工艺规划
- 工件材料:45#钢(调质)
- 螺纹规格:M36×2.0(中径Dm ≈ 34.701 mm)
- 加工方式:使用可转位刀片式螺纹铣刀(单刃,硬质合金TiAlN涂层刀片)
- 底孔直径:预钻φ34.0 mm(适用于2mm螺距)
2. 参数计算(参考刀具样本推荐值)
- 选取Vc = 120 m/min, fz = 0.08 mm/tooth。
- 计算转速: n = 1000 × 120 / (3.14 × 34.701) ≈ 1100 rpm
- 计算进给: F = 0.08 × 1 × 1100 = 88 mm/min
3. CNC编程核心要点(以螺旋插补为例)`
(刀具:单刃螺纹铣刀,刀补号D01)
G90 G54 G00 X0 Y0 S1100 M03 (定位,启动主轴)
G43 Z10. H01 M08 (刀具长度补偿,冷却开)
G01 Z-21. F500. (下刀至螺纹深度下方1mm,安全距离)
G41 G01 X17.35 D01 F88. (建立刀具半径左补偿,移至中径半径处)
G03 Z-1. I-17.35 J0. F88. (螺旋插补铣削,每圈上升2mm螺距,铣至Z-1)
G03 Z-1. I-17.35 J0. (在底部光整一圈,提升螺纹质量)
G40 G01 X0 F500. (取消刀补,回中心)
G00 Z100. M09 (抬刀,冷却关)
M30 (程序结束)`
编程关键:使用G03/G02螺旋插补指令,通过Z轴与圆周运动的合成,一个程序段即可完成一圈螺纹的铣削。切入/切出建议采用切线或圆弧方式,保证平滑过渡。
四、 高级技巧与注意事项
- 分层铣削:对于大螺距(如P>2.5mm)或难加工材料,可采用分层铣削策略,将总切深分为2-3刀完成,以降低切削力,提高刀具寿命和螺纹质量。
- 刀路优化:精加工时,可在螺纹底部和顶部增加一圈光整刀路,有效去除毛刺,提升螺纹首尾牙型完整性。
- 冷却与排屑:必须使用充足的内冷或外冷冷却液,尤其是加工深螺纹时,以冷却、润滑并辅助排屑。
- 刀具路径半径补偿:务必正确使用G41/G42,补偿值设为刀具实际半径,由控制系统自动计算轨迹,这是保证螺纹尺寸精度的关键。
- 首件验证:参数计算后,首件加工务必进行试切,使用螺纹通止规或三针测量法严格检测螺纹中径精度,并根据结果微调刀补值。
###
掌握螺纹铣刀的转速与进给设定,本质上是理解其背后的切削原理与数学关系。通过严谨的计算、合理的刀具选择,并结合如螺旋插补等高效的CNC编程技巧,螺纹铣削技术能稳定实现高质量、高效率的螺纹加工。面对不同的工件材料与螺纹规格,灵活应用上述原则,并积极借鉴刀具厂商提供的具体加工数据,是成功实施螺纹铣削工艺的不二法门。