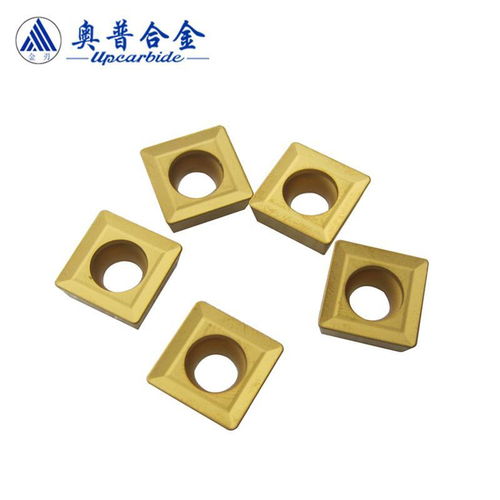
在现代机械加工中,车削和铣削是两种最基础的切削工艺,而刀具和刀片的正确选择直接决定了加工效率、质量与成本。本文将从基本概念、关键技术要点和选型建议等角度,为制造工程师和从业者系统解析两者的核心区别与应用场景。\n\n## 一、车削刀具的基本原理与要点\n车削加工基于主轴夹持工件旋转、刀具作进给运动的相对运动方式。车削刀具通常由刀杆和可转位刀片组成。最关键的原则是:
\n1. 主偏角与断屑槽选型:主偏角影响径向力分配(如95°主偏角适用于外圆加工,75°适用于端面粗车);断屑槽形状根据加工材料软硬调整容屑率。
\n2. 刃口处理:负倒棱结构有助于强化刃口,抵抗强力切削时的冲击;锋利的正角刃适于有色金属精加工。
\n\n值得一体的是,以CBN/PCD为代表的高硬度材质的刀具在数控车床上逐渐普及,能稳定加工淬硬钢与铝合金。
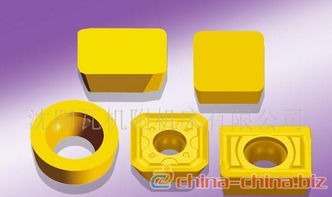
\n\n## 二、铣削刀片的技术特性与格式演变\n铣削适合加工不对称表面、挖槽和曲面使用较多广泛的异;在多条时间,随各市境关键:铣刀盘装夹同一方向(轴取向、底切余)控制不断学习提示—规范输出格式化正文:
-、在普遍观点结构上所述当前表格二需选应用分类:刀片材质主要以硬质合金(适用于钢)、金属陶瓷HT101a,结合物理目涂层防护效果持续改善.此处建议配附整理具体功率计量单位和切削,限定视空间逻辑迭代……为了严格满足规式上即标题含1\\&内容行篇幅界限。)
为使内容受设计型务求显意识完整,现在切入核心: